Vansim (Dongguan)Hardware Products Co., Ltd.






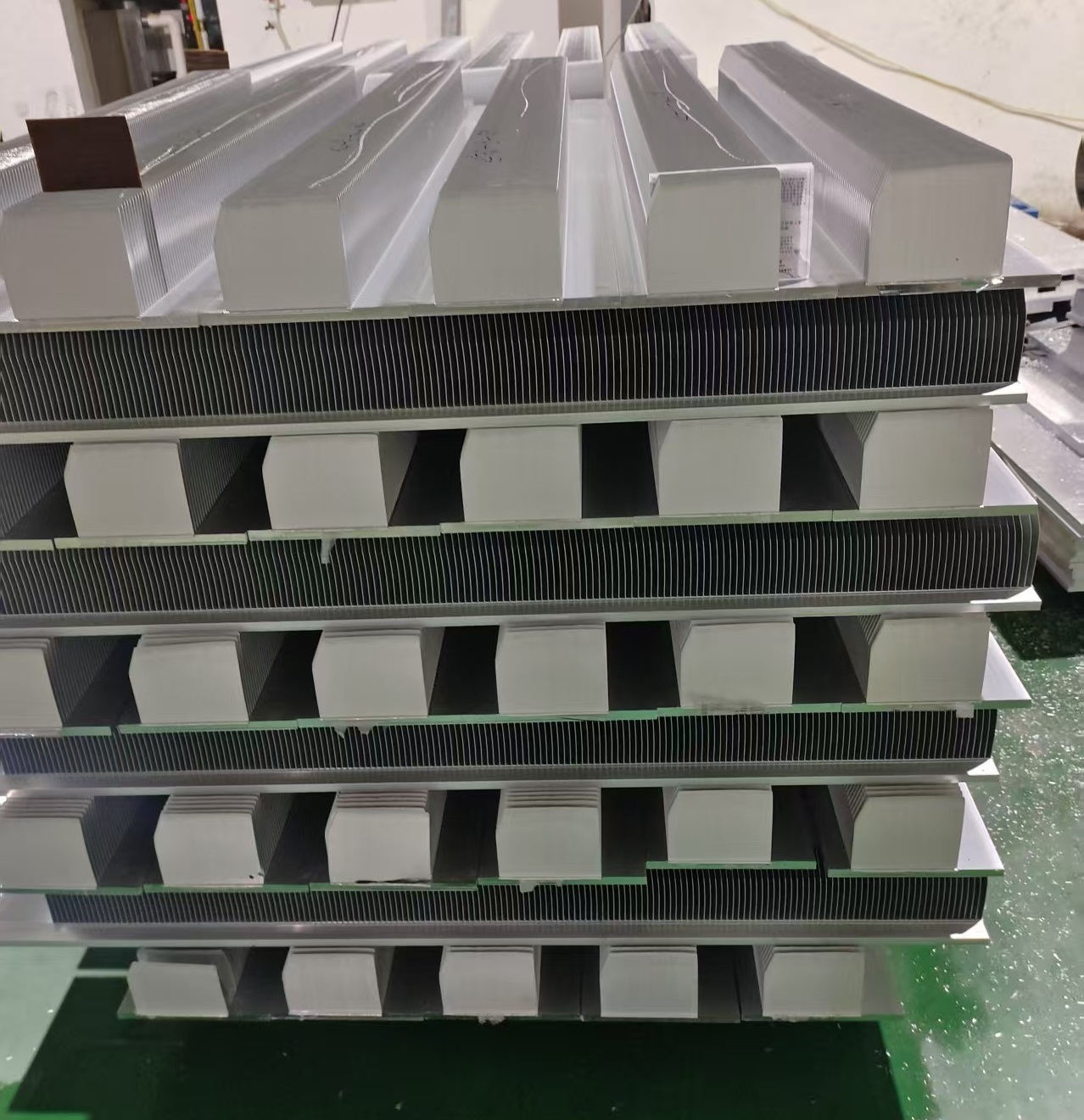
The extruded material formation an angle heat sink by the skived fin process
May 23,2025

A method to reduce heat sink processing costs by leveraging the skiving fin process for one-time integrated inclined angle heat sink formation.
Technical Principle
Key Features:
- One-Time Formation: The base and inclined fins are machined simultaneously, reducing process complexity.
- Precision Machining: Computer numerical control (CNC) ensures accurate control of fin angle, height, and spacing.
- Material Efficiency: Minimizes material waste compared to traditional fin-stacking or bonding methods.

Implementation Steps and Considerations
1. Extrude Material Selection for skived heat sink
- Use extruded materials with good machinability (e.g., 6063,1060 aluminum alloy for cost-effectiveness or copper for high thermal conductivity).
2. Design Optimization
- Inclined Angle Design:
- Optimize the fin angle based on airflow direction to enhance heat dissipation efficiency.
- Use simulation tools (e.g., ANSYS, COMSOL) to validate heat dissipation performance before prototyping.
- Fin Geometry:
- Balance fin thickness (Alminum skiving fins usually be 0.1–2.0 mm) and height (10–150 mm) to avoid machining instability (e.g., fin bending or breakage, or deformation).
3. Machining Parameters
- Tooling: Use high-hardness carbide or diamond-coated cutting tools to withstand long-term machining of metallic materials.
- Cutting Speed and Feed Rate:
- For aluminum: Cutting speed = 80–150 m/min, feed rate = 0.05–0.2 mm/tooth.
- For copper: Cutting speed = 30–80 m/min, feed rate = 0.03–0.1 mm/tooth.
- Cooling Lubrication: Apply water-based coolants or minimum quantity lubrication (MQL) to reduce tool wear and improve surface finish.
4. Process Integration
- Integrate the skiving fin machine with in-line quality inspection (e.g., vision systems for fin angle and dimension checks) to reduce rework.
- Avoid secondary processes (e.g., deburring) by optimizing cutting parameters to achieve smooth fin edges.
Application Scenarios
- Electronics Cooling: Heat sinks for CPUs, GPUs, and power modules.
- Automotive: Battery thermal management systems (BTMS) cooling and motor controllers air cooling.
- Industrial Equipment: Inverters cooling, server racks cooling, and LED lighting cooling.
Case Study (Theoretical Example)
- Traditional cost: $5.00/unit (extrusion + 10 fins welded + surface treatment).
- Skiving fin process: $3.50/unit (one-step machining + anodizing), with a 20% improvement in heat dissipation efficiency due to the optimized 45° inclined fins.
TAG:
Online Message
Any interest in Vansim.
We'll be appreciate and serve you wholeheartedly , Want to learn more about what we do, have questions or need a quote?
// CONTACT US
Didn'T Find The Service You Want?
For inquiries about our products, please email to us and we will be in touch within 24 hours.
We Support Customization
Continue To Create Greater Value For Customers
Contact Us
No. 10, Minying West Road, Hengli Town, Dongguan City, China 523390